![]()
Visión general del tratamiento de lodos y tecnologías emergentes.
Tanto las industrias como los municipios se encuentran con la frecuente necesidad de tratar los lodos adecuadamente y respetando el medio ambiente, por lo que cada vez es más importante diseñar las plantas de tratamiento de agua incluyendo este proceso desde el principio.
[ERNESTO SIMON. Grupo de Fisicoquímica de Procesos Industriales y Medioambientales, FQPIMA. Universidad Complutense de Madrid].
Los lodos o fangos se generan en las Estaciones Depuradoras de Aguas Residuales (EDAR). En una EDAR convencional se forman diferentes tipos de lodos conforme se avanza en la depuración del agua, de todos modos, los diferentes tipos son mezclados para tratarse conjuntamente. Cabe mencionar el lodo primario procedente una sedimentación más un proceso físico-químico (tratamiento primario), y el lodo secundario procedente un tratamiento biológico convencional (tratamiento secundario).
Los principales problemas de estos residuos son:
– Que diariamente se producen en elevados volúmenes, valores que tenderán al alza debido a la cada vez más exigente normativa respecto a la depuración de aguas;
– Porque en su composición presentan gran cantidad de materia orgánica fácilmente putrescible, que entre otros efectos ocasiona malos olores
– También es previsible la presencia de microorganismos patógenos (legionelas, amebas, bacterias), que suponen un riesgo para la salud humana
– Y por el contenido en metales pesados altamente contaminantes (As 10, Cd 10, Cr 500, Co 30, Cu 800, Fe 17000, Pb 500, Mn 260, Hg 6, Mo 4, Ni 80,Se 5, Sn 14 Zn 1700, mg de metal / kg de lodo seco, Metcalf y Eddy,1998) y de hidrocarburos aromáticos policíclicos (5.5 mg PAH / kg de lodo seco, Zheng y col.,2007 ).
De manera general los procedimientos para el tratamiento y vertido de los lodos generados en las EDAR son función de las características del agua bruta, de cada una de las operaciones de tratamiento, de la aplicación de productos químicos, de la normativa local y otros condicionantes específicos de la instalación.
Los procesos de tratamiento se dividen en: estabilización, acondicionamiento, concentración, deshidratación, secado y vertido final. En la siguiente figura (Corbitt, 2003) se muestra la interrelación de procesos y los métodos de tratamientos del lodo junto a las funciones que designan a cada proceso.
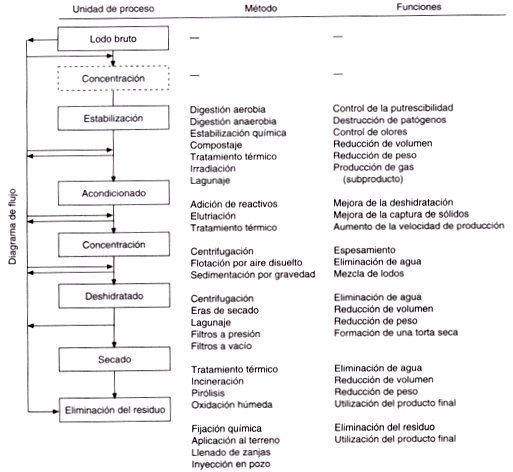
La mayoría de estos procesos están orientados hacia la eliminación del residuo del lodo y a la utilización del producto final y/o de los subproductos. De todas estas operaciones cabe destacar la oxidación húmeda como tratamiento térmico emergente frente a la incineración. Aunque hoy en día la incineración es uno de los sistemas de eliminación de residuos más eficaces, plantea serios problemas medioambientales y rechazos sociales, así como altos costes de tratamiento (Kiely, 1999).
Por otro lado las mejoras del tratamiento clásico de estabilización química de los lodos con reactivos químicos, forma frecuente de mejorar las características de los lodos de aguas residuales, mezclándolos con productos alcalinos comerciales, cal viva o cal apagada en proporciones adecuadas para estabilizar el lodo residual, disminuir su olor, su contenido en microorganismos patógenos y su contenido en humedad, es a día de hoy otra técnica consolidada (Metcalf y Eddy,1998).
La empresa francesa Traitement Valorisation Decontamination (TVD) ha desarrollado un tratamiento de lodos con cal por medio de una instalación móvil (ES2269087T3). Consiste en una sencilla instalación que presenta una tolva pesadora de almacenado y de suministro de cal, un extractor de cinta transportadora, una báscula de lodos, un amasador, y un canalón de extracción de lodos tratados. La cal que se utiliza tiene las siguientes características: granulometría de 1/50 mm, cal viva magnésica (aprox. 20% MgO), temperatura de cocción media aprox. 700ºC y comprende varios aditivos eventuales químicos.
La cantidad de cal llevada es aproximadamente del 15-35% en peso al lodo a tratar, en función de la sequedad de éste. Los lodos tratados y evacuados por el canalón tienen las siguientes características: ausencia de legionelas, amebas, bacterias y otros patógenos; sequedad superior al 35%, los metales pesados son hidroxilados, luego carbonatados, por consiguiente fijados en forma insoluble; el arsénico y los cianuros se neutralizan; pueden ser puestos tal cual en descargas clásicas de 2 ó 3 según las normas en vigor.
Las ventajas del tratamiento de TVD es que es un ciclo rápido, no se genera ningún desecho acuoso (no existe filtrado), no hay calentamiento previo de los lodos, y la unidad móvil es totalmente autónoma.
Veolia Water ha desarrollado el proceso ATHOS® para la mineralización de los lodos de las aguas residuales tanto municipales como industriales utilizando la oxidación húmeda.
Como antes se ha citado, la oxidación húmeda es una alternativa a la incineración convencional de lodos. Las condiciones de operación son de 250ºC de temperatura y 50 bares de presión. Como oxidante se inyecta oxígeno puro al lodo espesado en el reactor. El tiempo de retención es inferior a una hora, durante la cual la materia orgánica se quema en la fase gas y los metales pesados se adhieren al producto residual estable y reciclable.
Las ventajas de este tratamiento son la reducción de la cantidad de lodo deshidratado (80-85%), la estabilización de los metales pesados en productos no perjudiciales para la salud humana, la autosuficiencia energética de la operación y la conversión del lodo en una arena inerte con un bajo contenido en materia orgánica (<3%).
Bibliografía
· Metcalf y Eddy, “Ingeniería de Aguas Residuales”, Tercera Edición, Editorial McGraw-Hill, 1998.
· Xue-Jing Zheng, Jean-François Blais, Guy Mercier, Mario Bergeron y Patrick Drogui, “PAH removal from spiked municipal wastewater sewage sludge using biological, chemical and electrochemical treatments”, Chemosphere 68 (2007) 1143-1152.
· Robert A. Corbitt, “Manual de Referencia de la Ingeniería Ambiental”, Editorial McGraw-Hill, 2003.
· Kiely G., “Ingeniería Ambiental”, Editorial McGraw-Hill, 1999.
· Patente ES-2-269-087-T3, “Procedimiento de tratamiento de lodos o suelos contaminados mediante tratamientos con cal viva por medio de una instalación móvil”, Traitement Valorisation Decontamination.
· http://www.veoliawaterst.es/es/
A la atenciçon de :
ERNESTO SIMON. Grupo de Fisicoquímica de Procesos Industriales y Medioambientales, FQPIMA. Universidad Complutense de Madrid].
Le envio esta información de nuestra tecnologia, por si fuera de su interés
“ LINEA VERDE ™ ”
PLANTA DE SECADO Y GASIFICACION RÁPIDA DE LODOS PROCEDENTES DE E.D.A.R.( 1 )
Reducción,Valorización energéticas y Eliminación de lodos.
Plantas modulares “Linea Verde” de 500 Kg/h a 2.000 Kg/h, para el secado y la gasificación de lodos húmedos (80-85 % de humedad).
Debido a la creciente preocupación tanto de la sociedad como de los poderes públicos en cuanto a una gestión más adecuada de los lodos de las E.D.A.R. como recursos abundantes que garantizan un suministro estable ,y frente a las vías tradicionales de transportar los lodos a vertedero controlado; L.F. T. propone“Linea Verde”, un sistema modular nuevo de gasificación rápida “in situ” , que trata los lodos térmicamente secandolos , reduce el volumen final, los gasifica valorizandolos, y elimina hasta en un 95 % , disminuyendo en consecuencia los costes de transporte y de eliminación.
Las investigaciones nos han conducido a la construcción de un nuevo tipo de reactor/gasificador, basado en el principio de gasificación rápida (fast gasification) que con un mínimo consumo de energía puede procesar lodos húmedos, reducir su volumen en un 95 % y valorizarlos energéticamente obteniendo gas para producir energía térmica y/o eléctrica mediante un motor de combustión interna (Ciclo Otto).
El sistema de gasificación rápida tiene ventajas técnicas muy significativas sobre cualquier otro sistema disponible actualmente. La “fast gasification” puede tratar basuras domésticas, basuras tóxica, de hospital, basuras industriales, lodos de aguas residuales, cauchos, y basuras de matadero, entre otros residuos.
El reactor gasificador convierte los lodos en gas, que se utiliza para generar energía eléctrica y/o térmica, y en un residuo ( 5% del residuo seco gasificado) que puede ser aprovechado, por las industrias que fabrican materiales para la construcción, si los lodos son tóxicos, y en caso contrario como abono inogánico para el campo, jardinería, etc.; obteniendo como resultado final en éste proceso, el cierre de un ciclo de reducción, valorización energética y eliminación con residuo cero.
Tecnología
El sistema permite por sus pequeñas dimensiones y espacio que ocupa, secar , gasificar y reciclar “in situ” los lodos generados en las E.D.A.R de una manera respetuosa con el medio ambiente y la economía. El sistema no se basa en la incineración y las emisiones estan muy por debajo de los actuales límites requeridos. Como es bien sabido la incineración tiene un impacto muy grande en la producción de la lluvia ácida, de olores desagradables, del aire pesadamente contaminado, en el agujero de la capa de ozono, en la instalación de grandes chimeneas, de ruidos altos operacionales y de abundantes humos negros.
Alternativa respetuosa con el medio ambiente.
La gasificación, que es el proceso usado en el sistema, se acepta como menos contaminante que la combustión, particularmente con respecto a la formación de dioxinas y furanos. Produce un 50 % de menos emisiones atmosféricas que las autorizadas a las incineradoras más modernas de última generación.
Estado de la Tecnología
Más de 5 años de trabajo se han aplicado en el desarrollo de los procesos para la conversión termal de productos de desecho que contienen materia carbonosa. Nuestra planta operacional de gasificación rápida (fast gasification) funciona de esta manera:
Trás someter los lodos a unos procesos mecánico-físico y de calor, para eliminar parte del abundante agua (80-85% de humedad) que contienen, estos pasan a un primer módulo de precalentamiento, donde se consigue eliminar el resto de agua y elevar la temperatura de los lodos hasta unos 90 º C. Desde este módulo los lodos pasan al gasificador y en virtud de un proceso termoquimico se obtienen gas y residuos minerales
Capacidad de procesamiento: El módulo de gasificación pirolitica puede procesar desde 100 Kg/hora a 500Kg/hora de lodo seco( 20 % humedad) ó desde 500 Kg/h a 2.000 Kg/h de lodos húmedos (80-85 % de humedad)
Gas producido: Gas con poder calorifico inferior (P.C.I.) de 3.487 Kcal/Kg.
Temperatura de Funcionamiento : 800 / 950 º C
Generación de energía : Se estima que se genera normalmente por cada 1 Kg de lodo seco ( 20% – 25% de humedad), 1 Kwe y 1,3 Kwt.
El módulo de secado y gasificación ocupa una superficie de 140 m2 por 6 metros de alto.
Elementos que componen el módulo de secado y gasificación.
A) SECADO TERMICO:
1) Tolva de recepción y depósito de almacenaje.
2) Elementos de transporte.
3) Sistema de extrusión en serie térmica.
B) GASIFICACIÓN :
1) Sistema de precalentamiento de la biomasa a 90 º C.
2) Gasificador pirolitico (vapor de agua, aire, oxígeno).
3) Sistema para la mejora del gas.
4) Filtros de gases.
B) CONTROL Y AUTOMATIZACIÓN :
1) Sondas de nivel.
2) Analizador de gases en continuo.
C) MOTORIZACIÓN:
Módulo de combustion interna de hasta 500 Kw.
D) ELEMENTOS AUXILIARES OPCIONALES:
1) Caldera de vapor de gas manufacturado.
2) Intercambiadores de calor vapor de agua-aire.
Descripción de proceso
El proceso de gasificación convierte los lodos en energía limpia utilizable en forma de gas. Para ello se utiliza un reactor gasificador rápido patentado, que hace la conversión termal a altas temperaturas en un ambiente deficiente del oxígeno.
Es preciso antes de iniciar este proceso eliminar los materiales, si los hay, que puedan reciclarse, incluyendo el cristal, los metales y otros no-combustibles.
Trás esto los lodos se someten a un proceso de eliminación mecánico y térmico del agua e inmediatamente son introducido en el primer módulo de precalentamiento y de éste pasan al reactor gasificador.
El reactor funciona a muy alta temperatura . El gas producido se enfria mediante un intercambio del calor que se produce en el reactor con una corriente de aire frio, que se introduce en una cámara de refrigeración que tiene el reactor .Todos los gases, humos, alquitranes y cenizas que se obtienen son filtrados mediante varios filtros secos y uno de cook especialmente desarrollado por L.F.T. , que retiene y a su vez enfria los componentes no deseados del proceso. Los restos de carbón o ceniza sólidas, fruto del proceso (5%), son eliminados por un eje transportador y enviados a un contenedor
El gas se almacena convenientemente en un deposito para ser utilizado discrecionalmente en la producción de energía eléctrica y/o térmica ; o directamente pasa a alimentar un motor (ciclo Otto) para la generación de energía.
4. Aspectos económicos de la Planta “Linea Verde” de 20.000 Tn/año y comportamiento ambiental
El contenido de energía del gas de síntesis limpiado mediante varios filtros físicos y uno químico de cook con mezcla de aditivos ,se transmite a través de un motor de combustión a un generador para producir energía eléctrica. Ésta representa actualmente la opción preferida.
En la configuración actual, la planta puede procesar alrededor de 500 kg/hora de biomasa seca (contenido de agua de aprox. 20 % en masa), lo que corresponde a una capacidad de aprox. 650 Kwt, y a su vez, tambien a una potencia eléctrica de 500 kW utilizables para la generación eléctrica (eficiencia ή = 40 – 42 %).
DATOS ECONOMICOS PLANTA DE 20.000 Tn/Año.
Calculo costes e ingresos en planta de secado y gasificación de 20.000 Tn/año de lodos procedentes de E.D.A.R. ( Estaciones Depuradoras de Aguas Residuales) con 435 Kwe de potencia obtenidos con motor a gas.
Datos técnicos básicos.
Kwe instalados 435 Kwel (eléctrico)
Horas de trabajo año 8.000 H/a
Lodos procesados 500 Kg/h
Humedad 20-25%
Consumo lodos secos 4.000 Tn/año
Consumo lodos humedos 20.000 T/año
Producción eléctrica 3.200 MWh/a
Datos básicos económicos.
Volumen de inversión Planta secado y gasificación
2.712.732
2.712.732 €
Motor a gas 500 Kwe
452.000
452.000 Euros
Autoconsumo eléctrico proceso (120 Kw x 0,099 Euros x 8.000 horas) 95.040
95.040 €
Mantenimiento planta 96.000 96.000 €
Balance anual de ingresos y gastos.
Ingresos secado lodos +1.000.000 €/año
Ingresos energ. eléctrica +227.000 €/año
Suma ingresos +1.227.000 €/año
Gastos combustible (energía electrica) -95.000 €/año
Gastos mantenimiento -96.000 €/año
Otros gastos :Catalizadores y eliminacion cenizas (7.858 + 10.000).
-17.000
€/año
Seguros (1,5% inversión) -39.000 €/año
Administración -13.000 €/año
Gastos Personal -25.000 €/año
Suma costes -285.000 €/año
Cuenta de resultados 942.000 €/año
Periodo de amortización.
Inversión total 2.712.732 €/año
Subvención inversión 0 €/año
Intereses 5 % año
Pago anual 765.000 €/año
Periodo amortización 4 años
Periodo de explotación planta secado y gasificación.
Vida util planta 15 – 20 años
Plazo entrega tras firma contrato 6 meses
Cálculo costes explotación.
La planta puede trabajar 8.000 horas/año, tiene una disponibilidad técnica del 80 – 85 % sobre 365 dias año.
A la planta se le asigna un autoconsumo de energia de 120 Kw/hora.
También produce calor que se puede aplicar a otros usos económicos que aqui no contemplamos.
Volumen de la inversión
Planta de gasificación y secado térmico de lodos
1.958.555
€
Motor de gas 500 Kw 452.000 €
Depositos recepcion lodos y campa almacenaje.
175.000
€
Proyecto, licencias obras 127.177 €
Varios €
Total inversión 2.712.732 €
Entradas.
Calculado el precio en España del Kwe/hora a 0,07116 €, según RD 436/2004 régimen retributivo Energías Renovables a mercado.
Remuneracion basica hasta 150 Kw €/KWh
Remuneracion basica hasta 500 Kw €/KWh
Remuneracion basica hasta 400 Kw (1) 227.000 €/KW/año
Prima por la tecnologia €/KWh
Eliminación lodos (50 €/t) (2) 1.000.000 €/tn
Otras €/KWh
Total entradas 1.227.000 €/año
(1)- (400 Kw x 8.000 horas x 0,07116 €/Kw vendido a la red electrica)
(2)- 20.000 t/año x 50 €/tn. Importe que aproximadamente se paga por llevar lodos a vertedero en España.Se incluye costo de transporte y de pago a vertedero, 18 € y 32 € respectivamente,
Mantenimiento.
Se calcula en base a un principio conservador : 30 €/MWh.
Substancias residuales del proceso.
Suma de costes de eliminacion de desechos de la planta.
Cenizas/residuo 400 T/año
Coste cenizas/residuo 25 €/t
Los datos son informativos. El precio de la Planta no incluye inpuestos, honorarios de planificación y diseño, ni los terrenos. En el estudio económico, aunque las hay, no contemplanos ningún tipo de subvención, ni medidas fiscales , por no ser igual en todas las Administraciones Públicas. Estos incentivos y medidas fiscales, deben de considerarse individualizados en cada estudio económico según Comunidad Autónoma.
BALANCE ENERGÉTICO RESULTANTE DEL FUNCIONAMIENTO DEL REACTOR DE GASIFICACION PIROLITICA ABLATIVA PARA 500 KG/HORA DE COMBUSTIBLE.
Potencia instalada.
Potencia eléctrica aplicada en calentamiento externo. 120 Kw.
Potencia eléctrica instalada en motorización. 32 Kw.
Total potencia instalada. 152 Kw.
Energía consumida.
La energía consumida en 8.000 h/año de funcionamiento:
152 x 8.000 = 1.216.000 Kw/hora.
Potencia generada en la gasificación pirolítica.
Potencia obtenida con el calor de los gases de salida (600º C) utilizando la fórmula de Chatelier sería:
147.840 Kcal/h ó 172 Kw.
Calor generado en la combustión del gas obtenido.
P.C.I. (Poder Calorifico Inferior) del gas :
1.400 Kcl/m3.
Caudal de gas generado:
790 m3/h
Potencia del gas generado:
1.106.000 Kcal/h ó 1.288 Kw
Potencia total obtenida ( calor gases de salida + calor combustión del gas):
1.460 Kw
BALANCE ENERGETICO = ENERGÍA GENERADA
Energía obtenida en 8.000 horas de funcionamiento.
1.460 x 8.000 = 11.680.000 Kw/h.
Energía consumida.
11.680.000 – 1.216.000 = 10.464.000 Kw/h
La energía anual generada en el reactor será de 10.464 MW/año
Comportamiento ambiental.
Los procesos de generación térmica de gas a partir de la biomasa, ofrecen la ventaja que las materias primas regenerativas y los residuos biógenos se transforman con alta eficiencia en energía aprovechable. La planta modular con una transformación de 500 kg/h de biomasa seca ( 20-25 % humedad ) da un rendimiento de 3,2 Mw/eléc/año y 4,16 Mw/ter/año; lo que permite evitar la emisión a la atmósfera 48.000 Ton/año de CO2 y 560 Ton/año de SO2 si se produjeran con carbón.
La energía generada con biomasa tiene las siguientes ventajas medioambientales y socio-económicas:
A) Medioambientales.-
• Balance neutro en emisiones de CO2.
Realizada en las condiciones adecuadas, la combustión de biomasa produce agua y CO2, pero la cantidad emitida de este gas (principal responsable del efecto invernadero), fue captada previamente por las plantas durante su crecimiento. Es decir, el CO2 de la biomasa viva forma parte de un flujo de circulación natural entre la atmósfera y la vegetación, por lo que no supone un incremento del gas invernadero en la atmósfera (siempre que la vegetación se renueve a la misma velocidad que se degrada).
• No produce emisiones sulfuradas o nitrogenadas, ni apenas partículas sólidas.
Se puede comprobar esto en la ecuación de reacciones que se consigue con reformación graduada de gas pirolítico a aproximadamente 900 °C:
Δ.Q
CnHm + n · H2O .(n + m/2) · H2 + n · CO (1)
(1) La mayor parte de CO generado se “desplaza“ mediante vapor.
Δ.Q
CO + H2O . H2 + CO2
Con los dispositivos integrados para la limpieza del gas no se generan emisiones poluentes, de modo que no se puede esperar de este proceso una contaminación de áreas habitacionales y productivas adyacentes, así como tampoco aguas residuales del
proceso.
• Como una parte de la biomasa procede de residuos que es necesario eliminar, su aprovechamiento energético supone convertir un residuo en un recurso.
Las cenizas resultantes se depositan en un contenedor, para posteriormente utilizarlas mezcladas en la fabricación de materiales para la construcción, abono inorgánico para la agricultura, jardinería, o componentes para alimentación animal, etc.
B) Socio-económicas.-
• Disminuye la dependencia externa del abastecimiento de combustibles.
• Favorece el desarrollo del mundo rural y supone una oportunidad para el sector agrícola, ya que permite sembrar cultivos energéticos en sustitución de otros excedentarios.
• Abre oportunidades de negocio a la industria, favorece la investigación y el desarrollo tecnológicos, e incrementa la competitividad comercial de los productos.
(1) E.D.A.R. = Estaciones Depuradoras de Aguas Residuales.
Departamento Comercial
Lodos y Fangos Treatment, S.L.
Francisco Herrero
Tel 6 66 41 82 13
Me interesa tener información adicional para mis asignaturas ya que soy docente en esta rama del sabe. Gracias
Me interesa tener información adicional para mis asignaturas ya que soy docente en esta rama del sabe. Gracias
Quisiera conocer de alguna tecnologia para separar grasas de lodos quimicos provenientes de una fabrica de aceites comestibles gracias
carmen
hola! Quisiera tener información sobre la reducción de lodos antes de la digestión anaerobia. algunos tratamientos como la hidrólisis térmica, enzimática, mecánica… gracias
Hola, estoy haciendo un estudio sobre la valorización de un lodo de potabilizadora y quisiera obtener información acera de las posibles alternativas que existen actualmente, las que mayores aplicaciones tienen…ya que me encuentro con el problema que este lodo al venir de una EATP no tiene las mismas caracteristicas que uno de EDAR, con lo que las opciones se reducen. Muchas gracias
hola estoy haciendo mi tesis acerca del aprovechamiento de un residuo generado en la parte de floculacion – coagulacion de potabilizacion de aguas subterraneas y quisiera obtener informacion a cerca de las alternativas de utilizacion. pues es un lodo inorganico y no es peligroso. muchas gracias
Hola, me gustaría tener información sobre la hidrólisis térmica,para implantarla como mejora de una planta de tratamiento de aguas residuales antes de la digestion anaerobia. Si me pueden enviar algo….Gracias.
Alguien me puede decir como puedo comunicarme con Francisco Herrero, para colsultarle algo mas sobre la información que envio.
atetamente
Esteban Santic C
Hola… Quisiera saber si tienen alguna información de estudios realizados sobre la utilización de los lodos provenientes de las Plantas de Potabilización en el área de la construcción. Les agradeceria que me pudiesen ayudar con cualquier información. Gracias.
mE GUSTARIA TENER PRINCIPIOS BASICOS DE DISEÑO PARA EL GASIFICADORES A BASE DE MADERA
Buenos dias a todos ,
estoy haciendo un estudio sobre el coste en energia ( Kw/h ) de lo
que representa eliminar un 1kg de grasas en el proceso biologico en un EDAR. Alguien me podria dar este dato…. Gracias
Nos encontramos licitando una obra "limpieza y tratamiento de 9000 m3 de lodos procedentes de pozos sépticos", quisieramos saber cual sería el método más apropiado, en términos Medio-Ambientales-económicos, en un período de 6 meses.
Agradezco sus comentarios
Cual es el metodo mas eficaz para agregarle el cal al lodo??
Correo de contacto con Francisco Herrero para quienes tengan interés en el asunto "Visión general del tratamiento de lodos y tecnologías emergentes",es: tu_zagal@hotmail.es
Hola quiero una planta que separe el lodo de las aguas azufradas termales que tienen una temperatura de 120 grados centígrados .gracias espero su respuesta.
Quisiera saber que legislación regula el uso de los lodos procedentes de las potabilizadoras de agua.
Gracias